
ハンドヘルドレーザー溶接ヘッド工場



手持ち型レーザー溶接ヘッド工場,
有名な手持ち式レーザー溶接ヘッド, レーザー溶接ガンメーカー, レーザー溶接ヘッド製品, 溶接ヘッドの輸出, 卸売レーザー溶接ヘッド,
安全。- 安全
セキュリティ検出システムの独立した研究開発、多数のセキュリティアラームの設定、セキュリティと安定性
時間の節約 - 効率的かつ便利
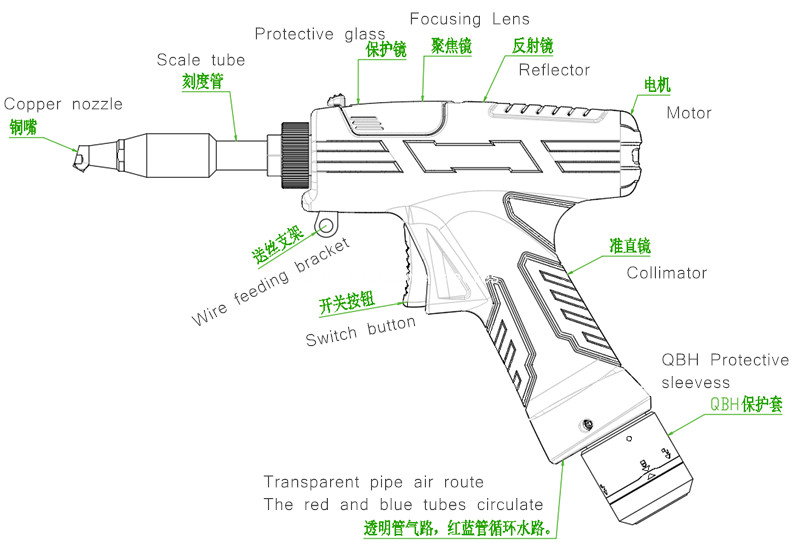
フォーカスミラー、保護ミラー引き出し、便利な交換
軽さ – 軽さにより負荷が軽減されます
小型、軽量、柔軟な操作性、使いやすさ
品質 – 美しい溶接 – 安定した性能
高い溶接強度、小さな変形、高い溶解深さ
パフォーマンス – 複数の機能
手持ち連続溶接、スポット溶接、洗浄、切断、「手」「以来」のサポート – 本体、パスワード認証
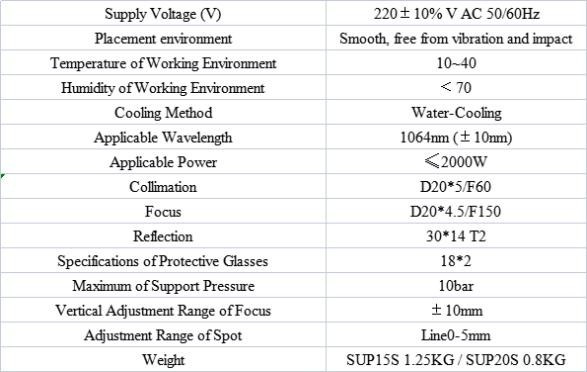
スーパー ウェルディング ヘッドは、2019 年に発売された手持ち式溶接カッティング ヘッドです。この製品は手持ち式溶接ガンと自社開発の制御システムをカバーし、複数の安全アラームとアクティブ セーフの電源およびライトオフ設定を備えています。この製品は、さまざまなブランドのファイバー レーザーに適合できます。最適化された光学および水冷設計により、レーザーヘッドは 3000W 未満で長時間安定して動作します。
1) 電源を供給する前に確実に接地してください。
2) レーザー出力ヘッドは溶接ヘッドに接続されています。ご使用の際は、レーザー出力ヘッドをよく確認し、塵埃等の汚染を防止してください。レーザー出力ヘッドをクリーニングする場合は、専用のレンズペーパーを使用してください。
3) 本書に記載されている使用方法を守らないと、異常な動作をしたり、破損の原因となる場合があります。
4)保護レンズを交換する際は、必ず保護レンズを保護してください。
5)ご注意:初めて使用するとき、銅の口から赤い光が出てこないときは、必ず発光させないでください。
パッケージ配送の詳細
ハンドヘルド溶接ヘッド パッケージの納品詳細
★1層目
SUP20S 溶接ヘッド 1個
システム1セット
システムケーブル標準10m
★2層目
銅ノズル 7 本 切断ノズル 1 本
スケールチューブ 1本
保護レンズ 10枚
アースクランプ 1個
スクリーン接続ケーブル1m
表示画面バックル 1 セット
3層目
表示画面 1 個
パワースイッチ2個
コントローラ配線定義
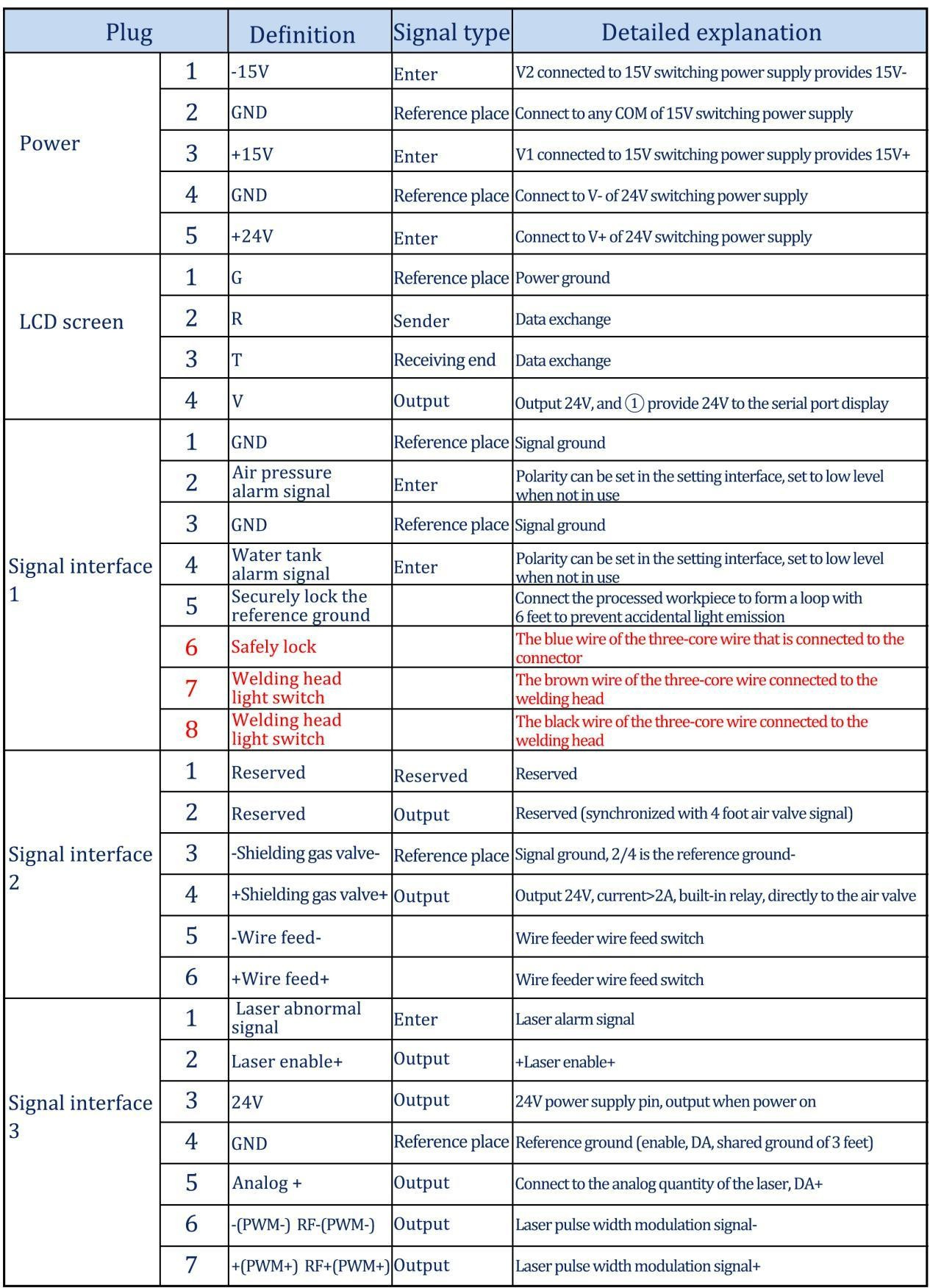
コントローラ電源端子
電源は5Pインターフェースを採用し、電源には付属の24Vスイッチング電源と15Vスイッチング電源を使用します。
15V スイッチング電源は正極と負極を区別し、V1 は 15V+ に接続され、V2 は 15V- に接続され、15V スイッチング電源の COM はピン 2 GND に接続されることに注意してください。
スイッチング電源は接地する必要があることに注意してください。
コントローラ LCD24/5000
LCD ケーブルはデバイスに付属しており、直接接続できます。具体的な定義については、上の図を参照してください。
コントローラ LCD24/5000
LCD ケーブルはデバイスに付属しており、直接接続できます。具体的な定義については、上の図を参照してください。
コントローラ信号インターフェース1
①/②ピンは空気圧アラーム信号入力です。有効にする必要がある場合(配線が必要)、バックグラウンドの空気圧アラームレベルを高く設定してください。それ以外の場合は低く設定してください。
③/④ピンは水槽警報信号入力です。有効にする必要がある場合(配線が必要)、バックグラウンドの空気圧アラームレベルを高く設定してください。それ以外の場合は低く設定してください。
⑤ナンバーピンはセーフティアースロックの基準アースであり、加工ワークにワイヤーで直接接続されています。
⑥ 番号のピンは溶接ヘッドの安全アースロックで、三芯線の青い線に接続されています。溶接ヘッドがワークに接触すると、この時点で安全ロックがオンになります。
⑦数字のピンは溶接ヘッドのスイッチで、三芯線の茶色の線に接続されています。
⑧ピン番号は溶接ヘッドのライトスイッチで、三芯線の黒い線に接続されており、トリガーを引くとトリガーボタンがオンになります。
アラームが発生しておらず、金庫ロックとトリガーボタンの信号がオンの場合のみ、次のポートの出力信号が送出されますのでご注意ください。
コントローラ信号インターフェース2
信号インターフェースの2端は6Pインターフェースを使用し、エアバルブはワイヤ送給に関連しています
①予備足
②予備足(4ピン信号に同期)
③/④足元はバルブ24V出力、バルブに接続します
⑤/⑥ピンは、プラス、マイナスに関係なく、ワイヤ送給装置の信号線、ワイヤ送給装置の信号ポートです。
コントローラ信号インターフェース 3
①ピンはレーザーアラーム信号入力+です。有効にする必要がある場合は、バックグラウンドで空気圧アラームレベルを高く設定してください。
②ピンはenable+、レーザーenable+に接続します
③ピンは24V出力で、電源投入後直接24V+を出力します。
④ペットNo.は共通グランド(フィート1/2/3/5の基準グランド)
⑤数字のピンはアナログ量+出力、アナログ量が与えられます
⑥端子はPWM変調信号
⑦番号のピンはPWM+変調信号です
コントローラー配線図
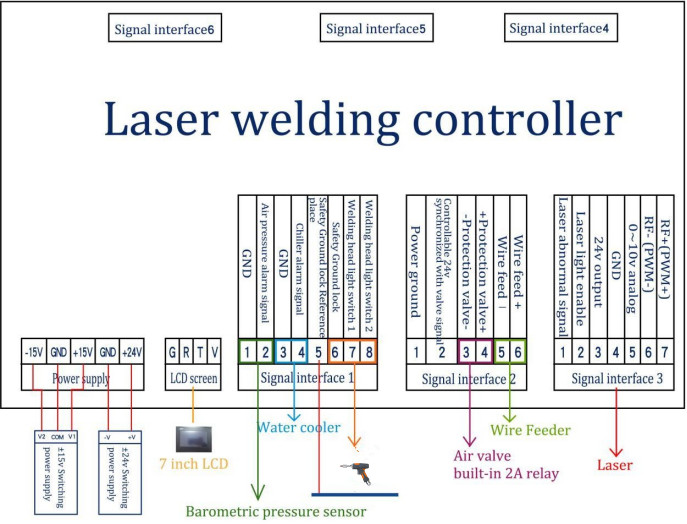
注: ±15V スイッチング電源の COM 端子と +24V スイッチング電源の -V (0V) 端子は GND に接続すると同時にワークに完全に接続する必要があります。スイッチング電源のシェルはアースに接続する必要があります。そうしないと、安全アースロックアラームが発生し、光が放射されなくなります。
光入力インターフェース
SUP 溶接ヘッドは、ほとんどの産業用レーザー発生器に適しています。一般的に使用される光ファイバー コネクタには、IPG、Ruike、Chuangxin、Fibo、Tottenham、Jept、Kaplin などが含まれます。光学部品は清潔に保ち、使用前にすべての埃を取り除く必要があります。
ファイバーを挿入するときは、カッティングヘッドを 90 度回転させて水平にする必要があります。その後、ファイバーは境界面に塵が落ちるのを防ぐために使用されます。
インストール方法(アプレット)
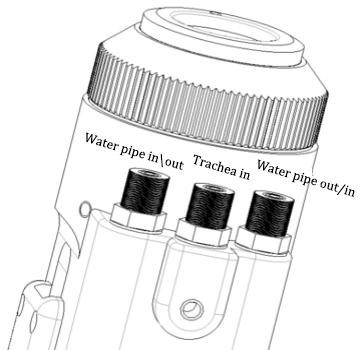
シールドガスと水チラーのインターフェース
水道管と空気管の接続部分には外径6MM、内径4MMのホースを取り付けることができます。空気経路は中央に入り、両側は水の入口と出口のパイプラインです(入口と出口の方向に関係なく)、以下に示すように:
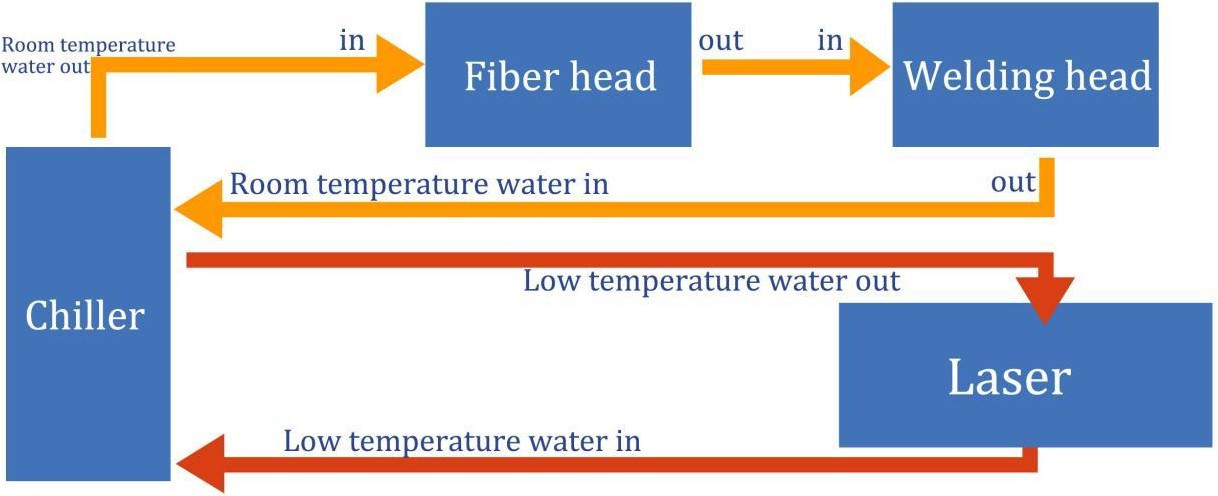
冷却システムは、下図に示すように、溶接ヘッドの水回路部分と光ファイバーヘッドの水回路部分に分かれており、これらは直列に接続されています。
溶接ガンとコントロールボックスの接続インターフェース
溶接ガンとコントロールボックスは、2 芯モーター電源線、5 芯モーター信号線、3 芯安全アースロックおよびトリガーボタン線を含む 3 本のワイヤーを使用して接続します。
モーター電源/信号線 (2 本の黒いワイヤー) は溶接ヘッドのモーター部分に直接接続されており、分解することができます (2 つのオプションが利用可能です: 1. 手持ち式溶接ガンのモーター カバーとサイド プレートを開きます。 2. ハンドヘルド溶接ガンのモーター カバーとサイド プレートを開きます。コントロールボックスは全てプラグです)
安全ロックおよびトリガーボタンの 3 芯ワイヤを使用 取り外し可能な航空プラグ:安全ロックおよびボタンワイヤ、1 つは青、2 つは黒、3 つは茶色 (信号インターフェイス 1 のピン 6/7/8 に接続)詳細については、上記のコントロールボックスの配線定義を参照してください)
ワイヤ送給装置の設置
ワイヤ送給装置先端の2芯空中プラグは信号インターフェース2の5/6ピンに接続されます。具体的な取り付け方法は下記を参照してください。
クリック: ワイヤ送給装置のインストール手順(アプレット)
コントロールパネルと操作ガイド(以下はV3.3バージョン)
運用概要と運用ガイド
SUPシリーズの操作パネルは主にタッチスクリーンとコントロールボックスで構成されています。
メインページをタッチすると、操作インターフェイスのプロセス、設定、監視が行われます。
タッチスクリーン操作メイン画面
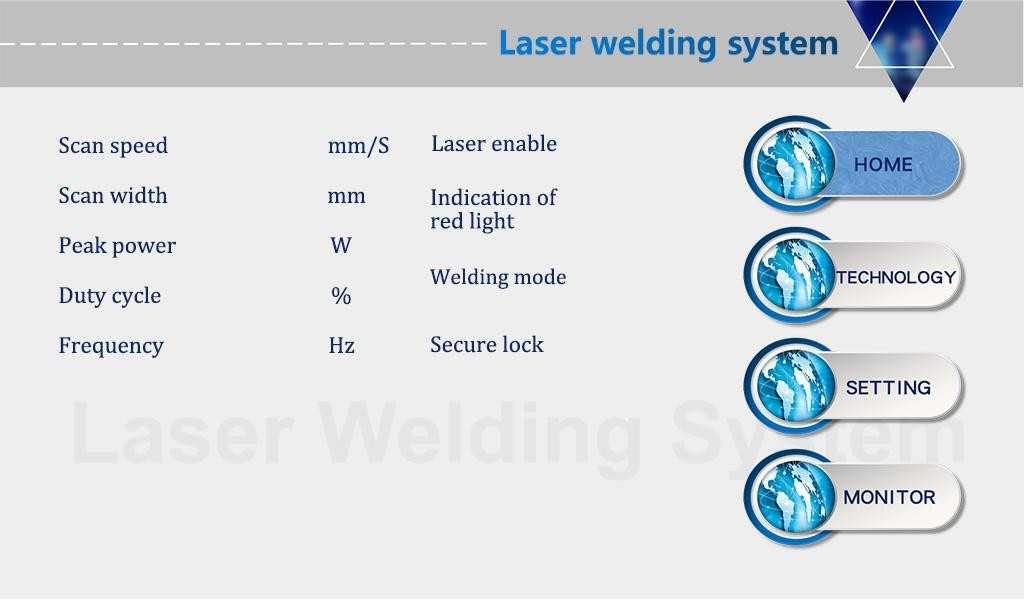
①このインターフェースでは、現在のプロセスパラメータとインスタントアラーム情報を確認できます。
②レーザーが有効になり、電源を入れるとインジケーターの赤いライトが点灯します。
③セーフティロックは通常灰色ですが、溶接ヘッドがワークに接触すると緑色になり、加工可能となります。
④ 溶接モードの選択、デフォルトは連続です。スポット溶接に設定すると、スポット溶接作業時の断続発光が可能となり、人為的ミスによるスポット溶接時間の管理に便利です。この機能は必要に応じて設定が必要です(V3.3版は上記機能です)
プロセス操作メイン画面
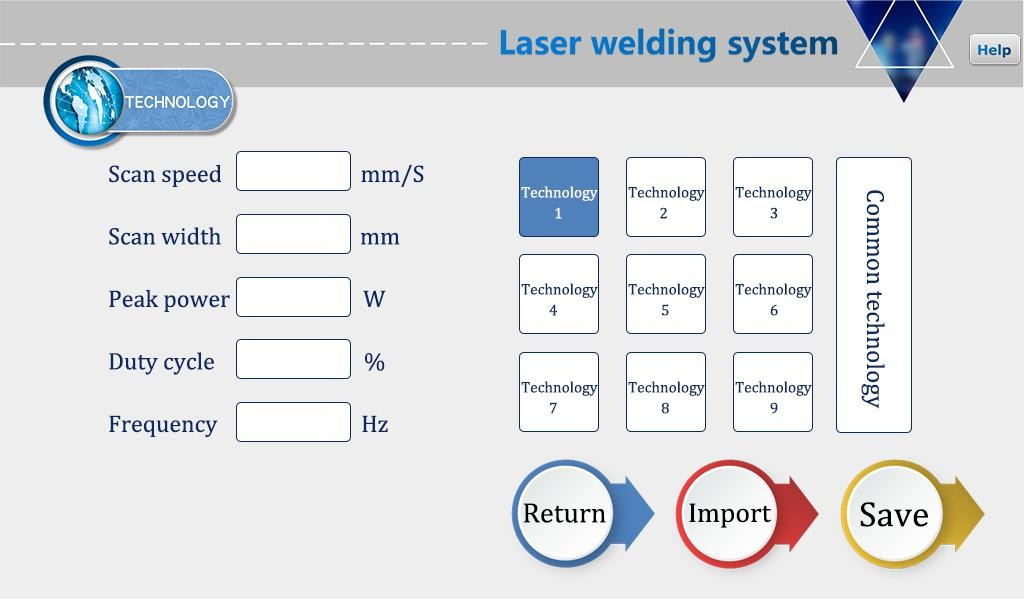
①プロセスインターフェースにはデバッグ用のプロセスパラメータが含まれており、ボックスをクリックして変更できます。変更が完了したら、「OK」をクリックし、ショートカットプロセスに保存します。使用する場合は、インポート(変更→保存→インポート)をクリックします。
②スキャン速度範囲は2-6000mm/S、スキャン幅範囲は0^5mmです。スキャン速度はスキャン幅によって制限されます。制限関係は、10≦読み取り速度/(読み取り幅*2)≦1000です。制限を超えた場合は、自動的に制限値となります。スキャン幅が 0 に設定されている場合、スキャンは行われません (点光源など) (最も一般的に使用されるスキャン速度: 300mm/S、幅 2.5mm)。
③ピークパワーはパラメータページのレーザーパワー以下である必要があります(たとえば、レーザーパワーが1000Wの場合、値は以下です)
1000)。
④デューティ比範囲 0~100 (デフォルトは 100、通常は変更する必要はありません)。
⑤推奨パルス周波数範囲は5~5000Hzです(デフォルトは2000ですが、通常は変更する必要はありません)。
⑥右上の HELP ボタンをクリックすると、関連パラメータの説明が表示されます。
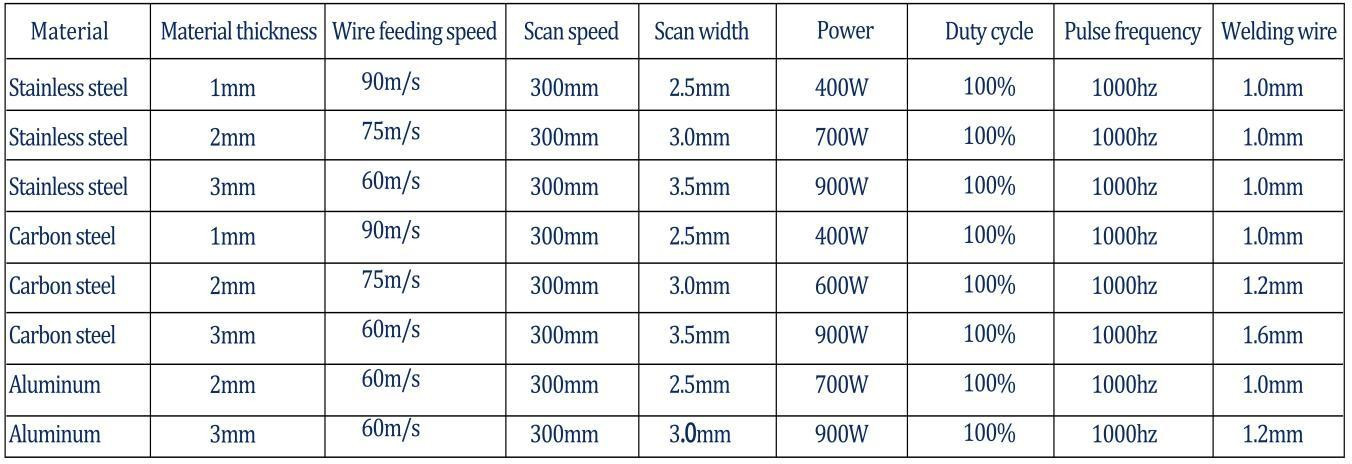
プロセス参照 (実際の条件に依存します。以下は参照のみです)
設定操作メイン画面
パスワード 123456
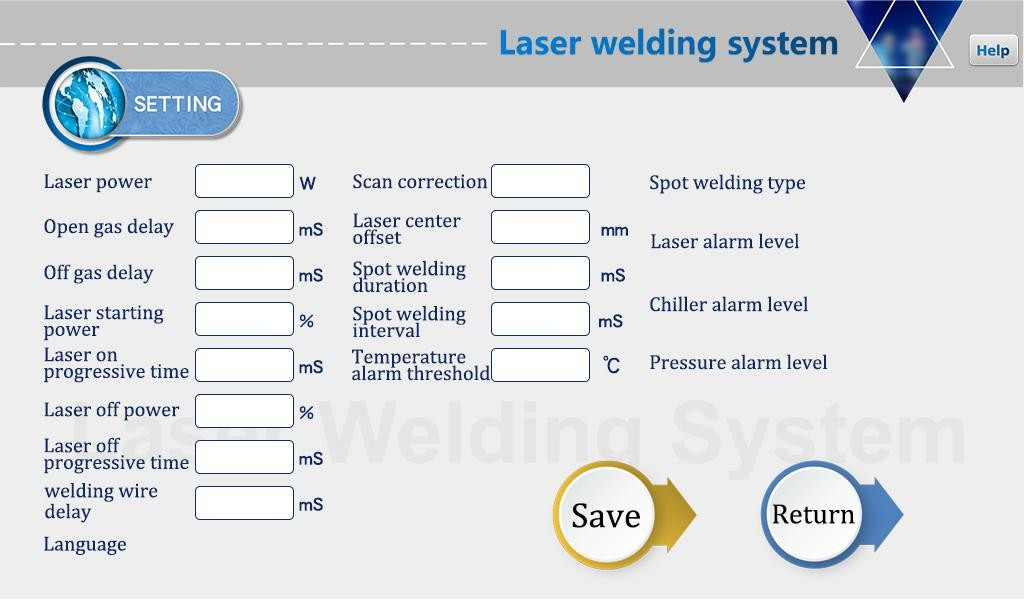
①レーザーパワーは使用レーザーの最大パワーです。
②スイッチエア遅延のデフォルトは 200ms で、範囲は 200ms ~ 3000ms です。
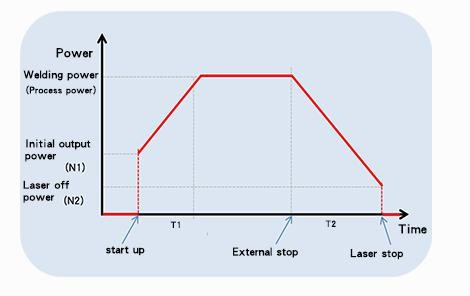
③ライトがオンになると、プロセス電力の N1% から 100% まで徐々に増加します。ライトが消えると、プロセス電力は 100% から徐々に増加します。
N2へ;(下の図に示すように)。
④ワイヤ送給遅れ補正は、光信号に対するワイヤ送給の進み時間であり、退避機能と併用できます。
⑤最高温度警報閾値は70℃です。値を 0 に設定すると、温度アラームは検出されません。
⑥スキャン補正係数範囲 0.01~4、係数目標線幅/測定線幅:通常1.25。
⑦レーザー中心オフセット -3~3mm、小さくして左に移動し、大きくして右に移動します。
⑧警報レベル信号はデフォルトですが、シールド警報は対応するレベル検出に直接変更できます。
⑨スポット溶接持続時間はトリガーを引いてからの発光時間、つまりボタンを放しても時間に応じて発光します(V3.3版は上記機能)
⑩スポット溶接インターバル時間は、トリガーボタンを引いてから2回のスポット溶接間の消灯時間です(V3.3以降の機能)
⑧右上のHELPボタンをクリックすると、関連パラメータの説明が表示されます。
メインインターフェースの監視
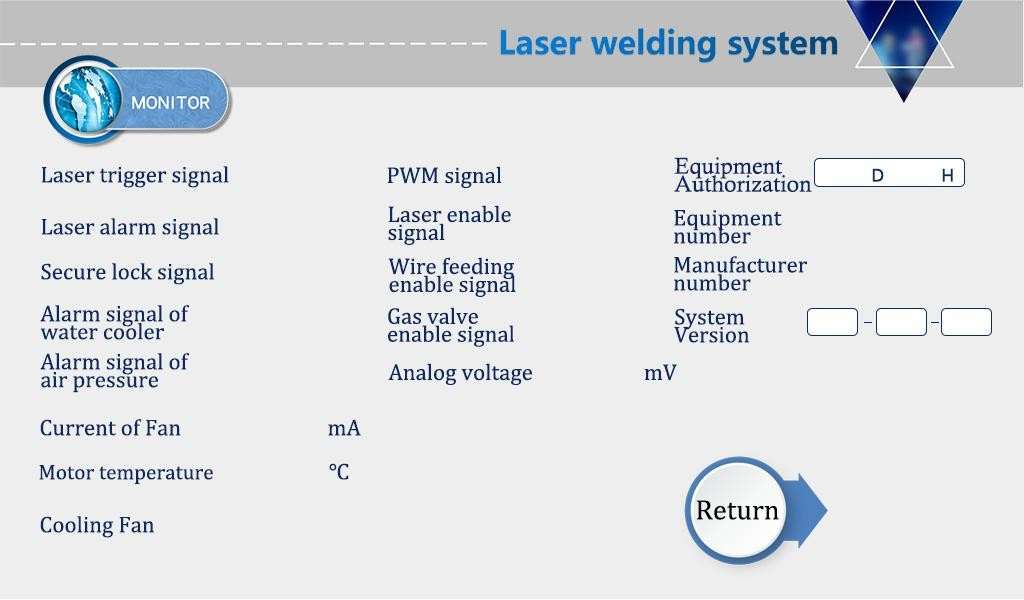
各検出信号の状態やデバイス情報を表示するインターフェースです。
デバイス認証をクリックして、使用許可時間インターフェイスに入ります。パスワードを入力すると、システムは使用時間を許可されます。
認証の暗号化と復号化の方法は同じです。
システム復号化方式 (Apple) より大きな電力、一般用途では最大 3000 W。
より小さいサイズ、より軽い重量、より良い手触り。
より便利な分解;
着るのが難しい